AS implements Europe's first automatic Chemical Dispensing Station at Infineon’s Dresden Plant
Where yesterday people came into contact with extremely hazardous chemicals on a daily basis, a QC-Robot from AS has been doing its job since the fall of 2022.
Started as a pilot project by Infineon, the first chemical supply station in Europe with fully automatic connection of the Dispense Head to the barrel was realized in a very short time. The goal was the safe protection of people and the environment from the chemicals, most of which are life-threatening, but also the safe prevention of contamination in the highly sensitive semiconductor production. We implemented the project with the experienced Dresden-based plant engineering company eMaxx, which developed the cabinet and the supply technology.
The robot-assisted dosing and filling of chemicals will be an important part of the more and more automated production processes in many industries in the future. Together with unique RFID solutions from AS, which can also be easily integrated into existing logistics chains, the entire chemical and container management can immediately be raised to a completely new level. The benefits speak for themselves – not least through the resulting increase in efficiency and a rapid payback.
Find out more about this extraordinary innovation project at Infineon in the video trailer and the short presentation PDF. And feel free to contact us directly – we look forward to your questions.
The Infineon Facility Management project won first place in the ‘Manufacturing and Automation’ category of the group-wide InnoSpring innovation competition in May 2023. Congratulations!
One system, many benefits
More protection:
No more chemical contact!
More safety:
No more chemical mix-ups!
More cleanliness:
No contamination!
Small dimensions:
No extra space required!
Low expenses:
Fast amortization!
QC-Robot at Infineon
Watch short project trailer:
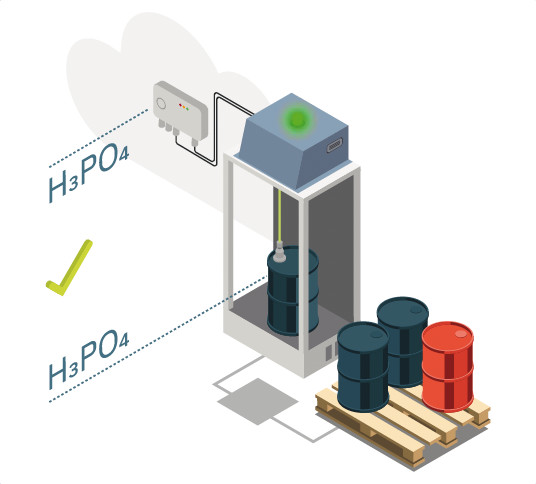
Procedure
Work steps during filling or dispensing
1
2
3
4
5
6
The essential components of the QC-Robot
Robot arm
QC Fill Head/Dispense Head
Dip Tube wrench with torque unit
SupplyLine®-Gateway with integrated RFID reader
Dip Tube with integrated RFID-Chip
Docking Station for QC-Head
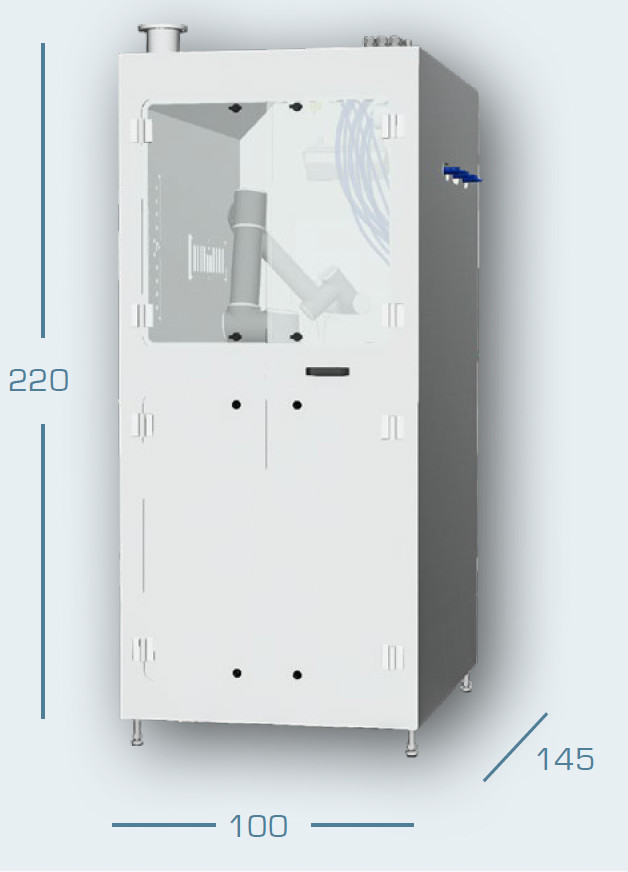
AS manufactures QC-Robots as individual stand-alone solutions as shown here. We develop cabinet versions (see video) in cooperation with plant manufacturers.
An all-around successful pilot project:
better occupational safety, better quality!
What surprised me about this project was how efficiently we were able to improve occupational safety and process quality. It took us only a few days from delivery to commission the robot. And it worked flawlessly right away. That’s something you don’t get every day with innovation projects.
Petra Handrick-Morgenstern
Infineon Facility Management Dresden
For chemical handling, this was truly pioneering work by Infineon, and the entire industry will benefit from the added protection and safety.
Improved risk assessment was a key concern for us as a plant manufacturer – and this was achieved without reservation.
The safe prevention of contamination in our very sensitive production was a key decision factor. Winning the innovation award then confirmed our decision.
Questions? Your personal advisor is ready to help:
Europe
America
Asia
Nico Fischer
This is just placeholder text. Don’t be alarmed, this is just here to fill up space since your finalized copy isn’t ready yet. Once we have your content finalized, we’ll replace this placeholder text with your real content.
This is just placeholder text. Don’t be alarmed, this is just here to fill up space since your finalized copy isn’t ready yet. Once we have your content finalized, we’ll replace this placeholder text with your real content.
This is just placeholder text. Don’t be alarmed, this is just here to fill up space since your finalized copy isn’t ready yet. Once we have your content finalized, we’ll replace this placeholder text with your real content.
 1
1




 2
2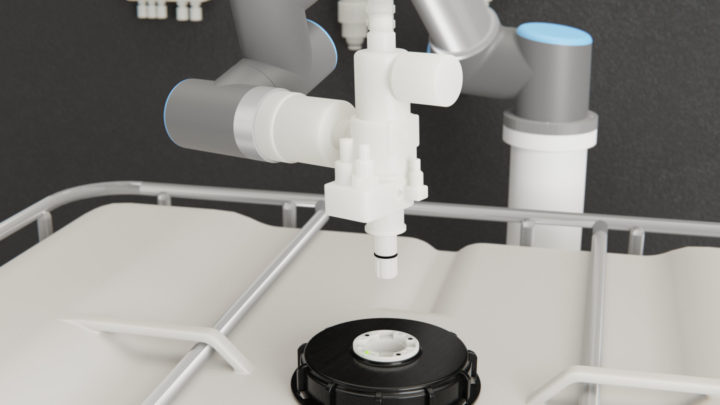 3
3 4
4 5
5 6
6
